松夏減震器,安全又耐用


主頁 > 使用安裝 >
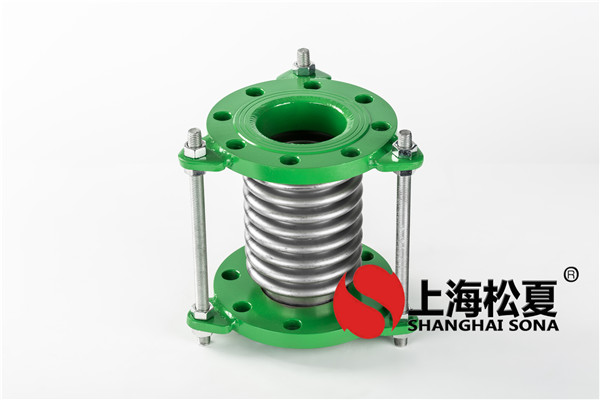
松夏的紋波補償器如何在過高的波高或特殊波形
松夏的紋波補償器如何在過高的波高或特殊波形下工作?
波紋補償器的輥軋成型工藝主要用于加工大型波紋補償器。 它依賴于在管坯中設置的成型輪的輥壓成型。 它可以卷成單個波形,某些設備也可以一次形成多個波形。 液壓成形是形成波紋管補償器的最常用方法。
利用管坯中的液體壓力,將管坯在限制環中凸出,直到在環向產生屈服,然后將管坯壓縮到所需的長度。 小直徑波紋補償器通常使用此方法。 對于波高過高或特殊波形的波紋補償器,通常使用沖壓和焊接工藝。
當波高超過極限時,不再允許材料伸長率使用整體成形工藝,或者由于波形復雜,因此整體成形極其困難,并且經常使用焊接成形。 由于這種波紋補償器不能承受內部壓力,因此不適用于伸縮縫的柔性部分。

上一篇:金屬軟管的用途越來越廣泛 下一篇:為什么國內外客戶都選擇松夏的不銹鋼金屬軟管
產品中心
推薦新聞
聯系我們
CONTACT US- 聯系人:常經理
- 手機:17317317121
- 地址:上海寶山區園康路255號1號樓A區三層